
คำถามที่พบบ่อย

เรากำหนดเงื่อนไขการตัดเฉือนในงานมิลลิ่ง
ในโมดูล iMachining ได้อย่างไร ?
ด้วยตัวช่วยแบบพิเศษ
ทำให้การปรับเปลี่ยนเงื่อนไขการตัดเฉือนเป็นไปอย่างรวดเร็ว
พื้นฐานพารามิเตอร์ตัวแรกสุดของการคำนวณเงื่อนไขในการตัดเฉือนคือ
ความเร็วในการตัด (VC) หลังจากที่ตัดสินใจเลือก
Vc, ความเร็วหัวหมุนสปินเดิล (S (วัดหน่วยเป็น
RPM)) จะสามารถคำนวณได้อย่าง
ง่ายๆ ถ้า คุณรู้ขนาดเส้นผ่าศูนย์กลาง (D) ของทูลคำนวณด้วยสูตร (S = Vc / πD) เมื่อคุณรู้ค่า Vc และ D และ S, ถัดไปคือการกำหนด
ความหนาเศษ (CT-chip thickness) ซึ่งถูก
กำหนด ด้วยค่ากำลังสูงสุดของหัวหมุนสปินเดิลที่เครื่อง ซีเอ็นซีมีอยู่ และคุณภาพของทูล,
ความแข็งแรงของทูล โดยปกติผู้ผลิตทูลมิลลิ่ง
จะเผยแพร่ข้อมูลแนะนำให้ไว้ สำหรับแต่ละ ทูลที่จะกัดงานทำความหนาเศษ (CT) ได้สูงสุดในแต่ละประเภทวัสดุ
เมื่อความหนาเศษ (CT-chip
thickness) ได้รับการกำหนด,ค่าอัตราป้อนกัดงาน (F-Feed) เราจะสามารถคำนวณค่าการตัดเฉือนออกมาได้ตรง
คำถามที่สำคัญก็คือ จะทำอย่างไรให้คุณตัดสินใจเลือกใช้ค่า
Vc ? ได้อย่างเหมาะสม ความจริงที่น่าแปลกใจก็คือว่า สิ่งที่ตรงกันข้าม
กับความเชื่อที่ว่า
ไม่มีข้อมูลไหนจะแน่ใจได้เลยว่าได้เป็นค่าที่ถูกต้อง
ค่า VC ที่กำหนดมาสำหรับวัสดุนั้นๆ
เป็นค่าอย่างต่ำ ที่ไม่ใช่การกัดงานด้วยความเร็วสูง
(HSM - High Speed Milling)
ถ้าคุณมีทูลที่มีคุณภาพสูง ที่มีการเคลือบที่เหมาะสมสำหรับกัดงานวัสดุนั้นๆ
มีเครื่องจักรที่แข็งแรงมากและการตั้งชิ้นงานและการระบายความร้อนที่ดีมาก
คุณสามารถที่จะตัดเฉือนวัสดุได้ที่ความสามารถของเครื่องสูงสุดได้ ถ้า ในกรณีที่เส้นทางเดินตัดของทูลมีการเดินต่อเนื่องและ
ภาระความร้อนที่ทูลรักษาไว้ได้คงที่ตลอด
ตัวอย่างเช่น ส่วนใหญ่ผู้ผลิตทูลมิลลิ่งนี้ จะแนะนำให้ตัดเฉือนวัสดุ
Ti - 6Al - 4V ที่
50-60 เมตรต่อนาที และด้วยใช้โมดูล iMachining กับเส้นทางเดินกัดงาน ผู้ใช้งานกำหนดข้อมูลครบ
ถ้วย มีเครื่องจักรที่แข็งแรงและเร็ว ทูลที่เหมาะสมและการระบายความร้อนที่ดี จะทำให้เราประสบความสำเร็จในการมิลลิ่งตัดเฉือนวัสดุ
Ti - 6Al - 4V ได้ที่ความเร็ว 250 เมตรต่อ นาทีได้!
หมายความว่าอย่างไร ? ก็หมายความว่าถ้ามีเส้นทางการเดินทูลที่ดี Cutting tool ทูลที่ดีกับเครื่องจักรและการตั้งชิ้นงานที่ดี
พร้อมมีระบบระบายความร้อนที่ดี คุณจะสามารถตัดเฉือนได้ทุกวัสดุ ที่ความเร็วสูง ได้
จะทำได้มากกว่าความเชื่อของผู้เชี่ยวชาญที่มีประสบการณ์
เราสามารถตัดเฉือนได้ที่ความเร็วตัดใด ๆ ก็ได้ แต่ความร้อนและการสั่นสะเทือนจะสร้างปัญหา.
สำหรับตัวอย่าง หากทุกอย่างสมบูรณ์แบบ เช่น เราสามารถตัดเฉือนไทเทเนี่ยมได้ที่ความเร็ว
จาก 50 เมตร / นาที ไปถึง 500 เมตร / นาที
แต่เมื่อความเร็วตัดเฉือนเพิ่มมากขึ้น การสั่นสะเทือน ความร้อน และความต้องการกำลังมอเตอร์สปินเดิลเพิ่มมากขึ้น
เมื่อการสั่นสะเทือนเพิ่มขึ้น การสึกหรอของทูลก็จะเพิ่มขึ้น และในที่สุดทูลจะแตกหัก
เมื่อความร้อน เพิ่มขึ้น ทูลจะละลายและแตกหัก
และเมื่อความต้องการกำลังมอเตอร์สปินเดิลที่เพิ่มขึ้น จนในที่สุดก็จะเกินกำลังสูงสุดของสปินเดิลเครื่องจักร
ดังนั้น อะไรคือสิ่งที่ ใช้กำหนด ให้จำกัด
ความเร็วในการตัดเฉือนวัสดุ ที่ให้เหมาะสมกับวัสดุ ?
คำตอบคือ อุณหภูมิและการสั่นสะเทือน ถ้ามีทูลที่ดีมาก มีการเคลือบที่เหมาะสม
สำหรับวัสดุที่กำหนดมา และการระบายความร้อนที่ดีมาก จากอุณหภูมิที่เพิ่มขึ้น ไปถึงค่าที่จะสามารถทนทานได้แม้ในความเร็วในการตัดที่เกิดขึ้น
5-7 เท่า ของความเร็วที่แนะนำ ด้วยปัจจัยที่ซึ่งจะใช้ จำกัด ความเร็วในการตัด (ความหนาเศษและอัตราป้อนกัด)
คือการสั่นสะเทือน การสั่นสะเทือนทำให้เกิดแรงกระแทกบนทูลและขอบตัด
ซึ่งเกิดอย่างรวดเร็วทำให้ทูลเริ่มแตกหักได้ ซึ่งหมายความว่าถ้าเราต้องการที่จะตัดด้วยความเร็วสูง
เราจะต้องทำให้แน่ใจว่า ไม่มีการสั่นสะเทือน .
การจำกัด อุณหภูมิและการเกิดการสั่นสะเทือนเป็นเรื่องยากมาก
ในวัสดุที่ยากต่อการกัดงาน เช่น เหล็กชุบแข็ง
เหล็กสแตนเลส, ไทเทเนี่ยม, อินโคเนล, Hastaloy, Wespaloy ฯลฯ
ตามคำนิยาม ความต้านทานของวัสดุที่จะตัดจะสูงกว่า ทำให้เกิดการเบี่ยงเบนมากขึ้นของทูลที่จะกัดจึง
เริ่มมีอาการของการสั่นสะเทือนและยังก่อให้เกิดความร้อนมากขึ้น โดยทำให้เกิดแรงเสียดทานและ
เปลี่ยนรูปแบบพลาสติกของเศษ นอกจากนี้ที่ความเร็วสูงความหนาของเศษและอัตราป้อนกัด เกิดความต้านทานของการตัดเฉือนที่สูง ก่อให้เกิดความร้อนมากขึ้นและเกิดการสั่นสะเทือน
วิธีที่คุณสามารถทำให้แน่ใจได้ว่าคุณจะไม่มีการสั่นสะเทือนเกิดขึ้น ?
1
ถ้าเครื่องของคุณแข็งแรงมาก (ด้วยโครงสร้างที่ดี ที่ค่อนข้างใหม่และ การบำรุงรักษาที่ดี) และคุณมีความระมัดระวังที่จะมีการจับยึดชิ้นงานที่ดีมาก
และคุณใช้อุปกรณ์เครื่องมือที่มีคุณภาพสูงและทูลที่ดี มีความสมดุลดีแล้วนั้นไม่มีเหตุผลที่คุณจะต้องกังวลและคุณจะสามารถทำการตัดงานอย่างรวดเร็ว
ได้ (ระดับ 8 เทอร์โบ)
2
ถ้าคุณไม่สามารถทำให้มีเงื่อนไขทั้งหมดข้างต้นได้ คุณจะต้องกำหนดใช้ระดับการตัดเฉือนที่ต่ำ
ซึ่งจะขึ้นอยู่กับสถานะของเครื่องจักรและการจับยึดชิ้นงาน
ใน iMachining ตัวช่วยสร้างเทคโนโลยีจะคำนวณค่าออกมา
16 ชุดของเงื่อนไขการตัดเฉือน รวมทั้งหมดของค่าที่เหมาะสำหรับกับการตัดเฉือนวัสดุที่กำหนดจากทูล
กับเครื่องจักรที่สมบูรณ์ และการจับยึดชิ้นงานที่ดีมากๆ
ในจำนวณของ 16 ชุดของค่าเงื่อนไขการตัดเฉือนที่รวมกัน จะ
ประกอบด้วย โหมดปกติของระดับ 1
~ 8 และ โหมด Turbo ของระดับ 1 ~ 8
สำหรับเงื่อนไขการตัดเฉือน จะแสดงรวมออกมาประกอบด้วย
ค่าน้อยสุดและมากสุดของ มุมการตัด (ที่ CA) อัตราป้อนกัดสูงสุด (F)และการหมุนหัวของสปินเดิล
(S), ระยะของการเดินกัดในช่วงของความหนาชิป
(CT) และอื่น
ๆ

ระดับที่ 1 ของโหมดเทอร์โบ จะไม่ได้แสดงออกมา
ต่อจากที่ระดับ 8 ปกติ
ในทุกระดับของโหมดปกติ (ที่1-8) ระดับเทอร์โบจะ สอดคล้องกัน โดยการเพิ่มขึ้น 25% MRR มากกว่าระดับปกติ
ถ้าคุณต้องการค่า MRR ที่มากกว่าที่คุณได้รับกับระดับ8
ปกติ คุณควรเลือกใช้งานโหมดเทอร์โบ หากองค์ประกอบทุกอย่างเป็นที่สมบูรณ์แบบ
(เครื่องจักร, ทูล, การทำงานและอุปกรณ์ในการจับยึดทูลและการระบายความร้อน)
มีความเป็นไปได้ที่จะเลือกใช้งานในระดับ 8 เทอร์โบโหมด

การระบายความร้อน คูลลิ่งเป็นสิ่งที่สำคัญอีก
หนึ่งอย่าง สำหรับ การเลือกใช้ระดับการกัดงานที่ถูกต้อง ที่ต้องจัดเตรียมวิธีการระบายความร้อนที่สมบูรณ์แบบ
เมื่อเลือกใช้งานที่ระดับ 8 เทอร์โบโหมด เราจะสามารถตัดเฉือนงานได้อย่างรวดเร็วมาก
แต่ความร้อนกลายเป็นปัญหา และการระบายความร้อนที่ดีมากขึ้นเป็นสิ่งที่จำเป็น
การควบคุมความหนาของเศษชิปเพื่อให้ทำความเร็วได้เร็วยิ่งขึ้น
ในช่วงต้นปี
2012 เทคโนโลยี iMachining ได้สร้างการปรับปรุงอัตราป้อนกัดงานการเข้าโค้ง
แก้ไขฟีดสำหรับโค้งซึ่งถูกนำมาใช้ในการรักษาความหนาของเศษชิปให้ได้อย่างต่อเนื่อง
CT เมื่อทำการตัดเฉือนเข้าในมุมโค้ง ค่าของ CT จะคงที่ในมุมที่จะทำ โปรแกรมปรับได้โดยอัตโนมัติโดยการลดอัตราป้อน จาก ลูกค้าผู้ใช้งานบางคนพบว่าคุณลักษณะนี้ได้เพิ่มความเร็วลดเวลาการทำงานของพวกเขาได้
และพวกเขาได้เวลาการทำงานที่เร็วขึ้นเป็นที่น่าพอใจมาก จากการรักษาระยะอย่างต่อเนื่อง
ของ CT

เมื่อตัดเฉือนงานแบบรวดเร็ว
เช่น iMachining มีความเชื่อกันว่าอัตราป้อนฟีดมีการแก้ไขสำหรับการเข้าโค้งเป็นสิ่งจำเป็น
โดยการรักษา CT ให้คงที่
ป้องกัน การโหลดทูลที่ต่อเนื่องและอายุการใช้งานทูลจะเพิ่มขึ้น นอกจากนี้โอกาสที่จะเกิดอันตรายของเงื่อนไขการตัดเฉือนที่ไม่ถูกต้องจะมีโอกาสเกิดน้องลง
ดังนั้นนักพัฒนาจึงเพิ่มตัวเลื่อนที่เรียกว่า
การปรับความหนาเศษชิปคงที่ควบคุมการเข้าโค้ง
ตัวเลือกนี้จะช่วยให้คุณสามารถควบคุมการแก้ไขฟีดอัตราป้อนกัดงานสำหรับการเข้าโค้ง ตัวเลื่อนนี้สามารถพบได้ใน หัวข้อ พารามิเตอร์อื่นๆ
หน้าของ iMachining Operations กล่องโต้ตอบและตำแหน่งของแถบเลื่อนถูกตั้งไว้ที่
100% โดยเป็นค่าเริ่มต้น หากกำหนดไว้ที่
100% ในการควบคุม CT ให้คงที่ ตัวโปรแกรมจะควบคุมความหนาเศษในการตัดเฉือนเวลาเข้ามุมโค้งให้คงที่
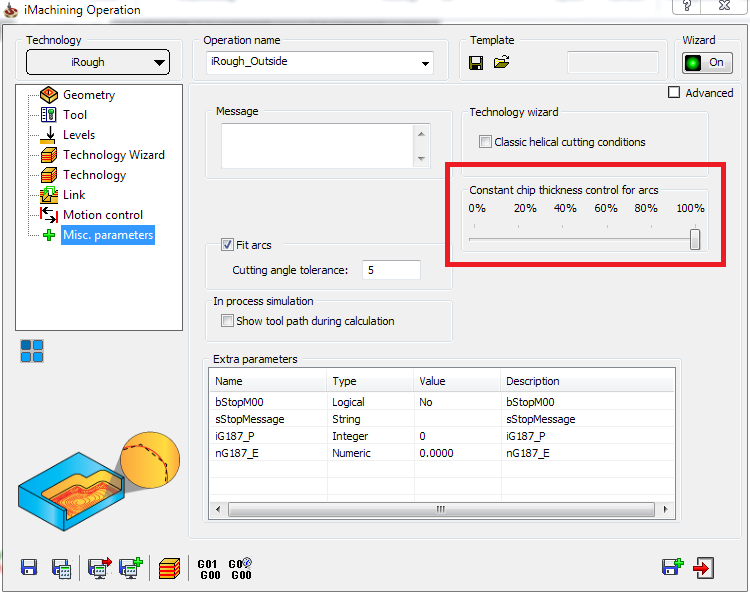
ถ้าเลื่อนตัวเลื่อนไป
0% เพื่อบอกกับโปรแกรมควบคุมเพื่อรักษาอัตราป้อน กัดงาน feed ในอัตราคงที่ระหว่างการตัดเฉือนที่เป็นเส้นทางตรง
(G1)
และตัดเฉือนในมุมโค้ง (G2) ผลที่ได้คือรอบเวลาการกัดงานทำได้เร็วขึ้น แต่ข้อควรระวังด้วย การเพิ่ม
ความหนาเศษ CT ที่เพิ่มขึ้นมาในมุมโค้งที่เข้ากัดงาน ทูลจะมีภาระโหลดที่เพิ่มขึ้นตามมาด้วย
By iNSolid...

ไม่มีความคิดเห็น:
แสดงความคิดเห็น